
Paviršiaus apdorojimas lazeriu – tai technologija, kuri naudoja didelio galingumo tankio lazerio spindulį medžiagos paviršiui šildyti bekontakčiu būdu, o jo paviršiaus modifikavimą realizuoja laidaus paties medžiagos paviršiaus aušinimo būdu.Naudinga pagerinti mechanines ir fizines medžiagos paviršiaus savybes, taip pat dalių atsparumą dilimui, atsparumą korozijai ir atsparumą nuovargiui.Pastaraisiais metais lazerinės paviršiaus apdorojimo technologijos, tokios kaip valymas lazeriu, gesinimas lazeriu, legiravimas lazeriu, stiprinimas lazeriu ir atkaitinimas lazeriu, taip pat lazerinis padengimas, lazerinis 3D spausdinimas, galvanizavimas lazeriu ir kitos lazerinių priedų gamybos technologijos atvėrė plačias taikymo perspektyvas. .

1. Valymas lazeriu
Valymas lazeriu – tai sparčiai besivystanti nauja paviršiaus valymo technologija, kuri naudoja didelės energijos impulsinį lazerio spindulį, kad apšvitintų ruošinio paviršių, kad ant paviršiaus esantys nešvarumai, dalelės ar danga galėtų akimirksniu išgaruoti arba išsiplėsti ir taip pasiekti valymo procesą. ir valymas.Valymas lazeriu daugiausia skirstomas į rūdžių šalinimą, alyvos šalinimą, dažų šalinimą, dangos pašalinimą ir kitus procesus;Jis daugiausia naudojamas metalo valymui, kultūros relikvijų valymui, architektūros valymui ir kt. Remiantis visapusiškomis funkcijomis, tikslus ir lankstus apdorojimas, didelis efektyvumas ir energijos taupymas, ekologiška aplinkos apsauga, nepažeidžiamas substratas, intelektas, gera valymo kokybė, saugumas, platus pritaikymas ir kitos savybės bei privalumai, jis tapo vis populiaresnis įvairiose pramonės srityse.
Palyginti su tradiciniais valymo metodais, tokiais kaip mechaninis valymas, cheminis valymas nuo korozijos, skystas kietas stiprus smūginis valymas, aukšto dažnio ultragarsinis valymas, valymas lazeriu turi akivaizdžių pranašumų.
2. Gesinimas lazeriu
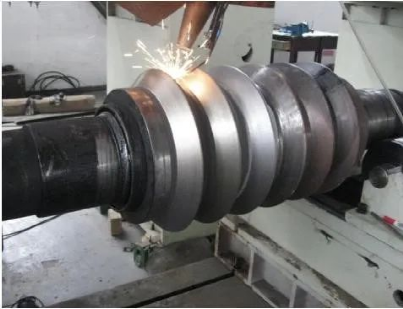
Lazeriniam gesinimui naudojamas didelės energijos lazeris kaip šilumos šaltinis, kad metalinis paviršius greitai įkaistų ir atšaltų.Gesinimo procesas baigiamas akimirksniu, kad būtų pasiektas didelis kietumas ir itin smulki martensito struktūra, pagerintas metalo paviršiaus kietumas ir atsparumas dilimui, o paviršiuje susidaro gniuždymo įtempis, kad būtų pagerintas atsparumas nuovargiui.Pagrindiniai šio proceso pranašumai yra maža šilumos paveikta zona, maža deformacija, aukštas automatizavimo laipsnis, geras selektyvaus grūdinimo lankstumas, didelis rafinuotų grūdų kietumas ir protinga aplinkos apsauga.Pavyzdžiui, lazerio tašką galima reguliuoti taip, kad užgesintų bet kokią pločio padėtį;Antra, lazerio galvutė ir kelių ašių roboto jungtis gali užgesinti nurodytą sudėtingų dalių sritį.Kitas pavyzdys, gesinimas lazeriu yra labai karštas ir greitas, o gesinimo įtempis ir deformacija yra maži.Ruošinio deformacija prieš ir po gesinimo lazeriu gali būti beveik nepaisoma, todėl jis ypač tinkamas detalių, kurioms keliami aukšti tikslumo reikalavimai, paviršiaus apdorojimui.
Šiuo metu gesinimas lazeriu sėkmingai taikomas pažeidžiamų dalių paviršiui stiprinti automobilių pramonėje, pelėsių pramonėje, techninės įrangos įrankių ir mašinų pramonėje, ypač gerinant pažeidžiamų dalių, tokių kaip krumpliaračiai, veleno paviršiai, kreiptuvai, žandikauliai ir kt. liejimo formos.Lazerinio gesinimo charakteristikos yra šios:
(1) Lazerinis gesinimas yra greitas kaitinimo ir savaiminio sužadinimo aušinimo procesas, kuriam nereikia krosnies šilumos išsaugojimo ir aušinimo aušinimo skysčio.Tai neteršiantis, ekologiškas ir aplinką tausojantis terminio apdorojimo procesas, galintis lengvai įgyvendinti vienodą gesinimą didelių formų paviršiuje;
(2) Kadangi lazerio kaitinimo greitis yra didelis, šilumos paveikta zona yra maža, o paviršiaus nuskaitymo kaitinimo gesinimas, tai yra momentinis vietinis kaitinimo gesinimas, apdoroto štampo deformacija yra labai maža;
(3) Dėl mažo lazerio spindulio nukrypimo kampo jis turi gerą kryptingumą ir gali tiksliai vietiškai užgesinti pelėsių paviršių per šviesos kreiptuvo sistemą;
(4) Lazerinio paviršiaus gesinimo grūdinto sluoksnio gylis paprastai yra 0,3–1,5 mm.
3. Atkaitinimas lazeriu
Atkaitinimas lazeriu yra terminio apdorojimo procesas, kurio metu lazeriu šildomas medžiagos paviršius, medžiaga ilgą laiką veikiama aukštoje temperatūroje, o po to lėtai atvėsinama.Pagrindinis šio proceso tikslas – sumažinti įtampą, padidinti medžiagos lankstumą ir kietumą bei sukurti specialią mikrostruktūrą.Jis pasižymi galimybe reguliuoti matricos struktūrą, sumažinti kietumą, rafinuoti grūdelius ir pašalinti vidinį įtempį.Pastaraisiais metais lazerinio atkaitinimo technologija taip pat tapo nauju procesu puslaidininkių apdirbimo pramonėje, kuri gali labai pagerinti integrinių grandynų integravimą.
4. Lazerinio smūgio stiprinimas
Lazerinio smūgio stiprinimo technologija yra nauja ir aukšta technologija, kuri naudoja stipraus lazerio spindulio generuojamą plazmos smūgio bangą, kad pagerintų metalinių medžiagų nuovargį, atsparumą dilimui ir atsparumą korozijai.Jis turi daug išskirtinių pranašumų, tokių kaip nešildoma zona, didelis energijos vartojimo efektyvumas, itin didelis įtempimo greitis, stiprus valdymas ir puikus stiprinantis poveikis.Tuo pačiu metu lazerio smūgio stiprinimas pasižymi gilesniu liekamuoju gniuždymo įtempimu, geresne mikrostruktūra ir paviršiaus vientisumu, geresniu terminiu stabilumu ir ilgesniu tarnavimo laiku.Pastaraisiais metais ši technologija sparčiai vystėsi ir turi didelį vaidmenį aviacijos, krašto apsaugos ir karinės pramonės bei kitose srityse.Be to, danga daugiausia naudojama apsaugoti ruošinį nuo lazerio nudegimų ir pagerinti lazerio energijos absorbciją.Šiuo metu dažniausiai naudojamos dangos medžiagos yra juodi dažai ir aliuminio folija.
Lazerinis šveitimas (LP), taip pat žinomas kaip lazerinis šoko šveitimas (LSP), yra procesas, taikomas paviršių inžinerijos srityje, tai yra impulsinių didelės galios lazerio spindulių naudojimas, siekiant sukurti medžiagų liekamuosius įtempius, siekiant pagerinti atsparumą dilimui. (pvz., atsparumas dilimui ir atsparumas nuovargiui) medžiagų paviršių arba pagerinti plonų medžiagų dalių stiprumą, kad būtų padidintas medžiagų paviršiaus kietumas.
Skirtingai nuo daugelio medžiagų apdorojimo programų, LSP nenaudoja lazerio galios terminiam apdorojimui, kad būtų pasiektas norimas efektas, o naudoja spindulio poveikį mechaniniam apdorojimui.Didelės galios lazerio spindulys naudojamas didelio galingumo trumpuoju impulsu paveikti tikslinio ruošinio paviršių.
Šviesos spindulys veikia metalinį ruošinį, ruošinį iš karto išgaruoja į ploną plazmos būseną ir apdirbamą ruošinį sukuria smūginės bangos slėgį.Kartais į ruošinį dedamas plonas nepermatomos apdailos medžiagos sluoksnis, kad pakeistų metalo garavimą.Slėgimui plazmai (dažniausiai vandeniui) užfiksuoti naudojamos kitos skaidrios apvalkalo medžiagos arba inerciniai trukdžių sluoksniai.
Plazma sukuria smūginės bangos efektą, pakeičia ruošinio paviršiaus mikrostruktūrą smūgio taške, o tada sukuria grandininę metalo plėtimosi ir suspaudimo reakciją.Šios reakcijos sukurtas gilus gniuždymo įtempis gali pailginti komponento tarnavimo laiką.
5. Lazerinis legiravimas
Lazerinis legiravimas – tai nauja paviršiaus modifikavimo technologija, kurią naudojant galima paruošti amorfines nanokristaliniais armuotas keramikos kompozicines dangas ant konstrukcinių dalių paviršiaus pagal skirtingas aviacinių medžiagų eksploatavimo sąlygas ir didelio energijos tankio lazerio spindulio šildymo bei kondensacijos greičio charakteristikas, todėl kaip pasiekti aviacijos medžiagų paviršiaus modifikavimo tikslą.Palyginti su lazerinio legiravimo technologija, lazerinio dengimo technologija pasižymi mažu substrato ir išlydyto baseino praskiedimo santykiu, maža karščio paveikta zona, maža ruošinio termine deformacija ir nedideliu ruošinio laužo kiekiu po apdorojimo lazeriu.Lazerinis dengimas gali žymiai pagerinti medžiagų paviršiaus savybes ir pataisyti susidėvėjusias medžiagas.Jis pasižymi dideliu efektyvumu, dideliu greičiu, ekologiška aplinkos apsauga ir be taršos bei geru ruošinio veikimu po apdorojimo.
 6. Lazerinis dengimas
6. Lazerinis dengimas
Lazerinio dengimo technologija taip pat yra viena iš naujų paviršiaus modifikavimo technologijų, atspindinčių paviršiaus inžinerijos plėtros kryptį ir lygį.Lazerinio dengimo technologija tapo titano lydinių paviršiaus modifikavimo tyrimų tašku dėl savo pranašumų, nes ji yra be taršos ir metalurginis derinys tarp dangos ir pagrindo.Lazerinė dengimo keraminė danga arba keraminėmis dalelėmis sustiprinta kompozitinė danga yra veiksmingas būdas pagerinti titano lydinio paviršiaus atsparumą dilimui.Atsižvelgdami į faktines darbo sąlygas, pasirinkite tinkamą medžiagų sistemą, o lazerinio apmušimo technologija gali pasiekti geriausius proceso reikalavimus.Lazerinio dengimo technologija gali pataisyti įvairias sugedusias dalis, pavyzdžiui, aerovariklio mentes.
Skirtumas tarp lazerinio paviršiaus legiravimo ir lazerinio paviršiaus padengimo yra tas, kad lazerinis paviršiaus legiravimas yra visiškai sumaišyti pridėtus lydinio elementus ir pagrindo paviršinį sluoksnį skystoje būsenoje, kad susidarytų legiravimo sluoksnis;Lazerinis paviršiaus padengimas turi išlydyti visą išankstinį dangą ir mikrolydyti pagrindo paviršių, kad dengimo sluoksnis ir pagrindo medžiaga sudarytų metalurginį derinį ir iš esmės nepakittų dengimo sluoksnio sudėtis.Lazerinio lydinio ir lazerinio dengimo technologija daugiausia naudojama siekiant pagerinti titano lydinių paviršiaus atsparumą dilimui, atsparumą korozijai ir atsparumą klasifikacijai.
Šiuo metu metalinių paviršių taisymui ir modifikavimui plačiai taikoma lazerinio dengimo technologija.Tačiau nors tradicinė lazerinė danga turi lankstaus apdorojimo, specialios formos taisymo, vartotojo nustatyto priedo ir kt. privalumus ir ypatybes, jos darbo efektyvumas yra mažas ir vis tiek negali atitikti didelio masto greitos gamybos ir perdirbimo reikalavimų. kai kuriose gamybos srityse.Siekiant patenkinti masinės gamybos poreikius ir pagerinti dengimo efektyvumą, atsirado sparčios lazerinės dengimo technologijos.
Didelės spartos lazerinio dengimo technologija gali sukurti kompaktišką ir defektų neturintį dengimo sluoksnį.Dengimo sluoksnio paviršiaus kokybė kompaktiška, metalurgiškai sukibęs su pagrindu, nėra atvirų defektų, paviršius lygus.Jis gali būti apdorojamas ne tik ant besisukančio korpuso, bet ir ant plokštumos bei sudėtingo paviršiaus.Dėl nuolatinio techninio optimizavimo ši technologija gali būti plačiai naudojama anglies, metalurgijos, jūros platformų, popieriaus gamybos, civilinių prietaisų, automobilių, laivų, naftos, kosmoso pramonėje ir tapti ekologišku perdirbimo procesu, galinčiu pakeisti tradicinę galvanizavimo technologiją.
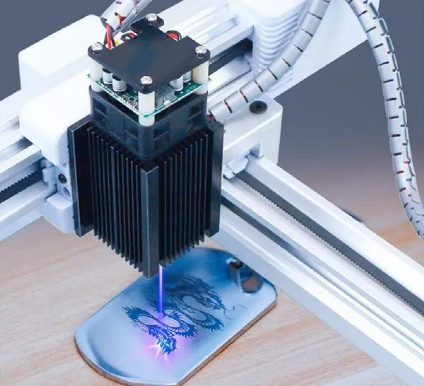
7. Graviravimas lazeriu
Graviravimas lazeriu yra lazerinis apdorojimo procesas, kurio metu naudojama CNC technologija, skirta didelės energijos lazerio spinduliui projektuoti ant medžiagos paviršiaus, o lazerio sukuriamas šiluminis efektas sukuria aiškius medžiagos paviršiaus raštus.Apdirbamų medžiagų lydymosi ir dujinimo fizinis denatūravimas apšvitinant lazeriu graviruojant gali leisti graviruoti lazeriu, kad būtų pasiekti apdorojimo tikslai.Graviravimas lazeriu – tai lazerio naudojimas žodžiams ant objekto išgraviruoti.Šia technologija iškalti žodžiai neturi įbrėžimų, objekto paviršius lygus ir plokščias, o rašysena nenusidėvėjusi.Jo ypatybės ir privalumai: saugus ir patikimas;Tikslus ir kruopštus, tikslumas gali siekti 0,02 mm;Apdorojant tausoti aplinkos apsaugą ir medžiagas;Didelio greičio, didelio greičio graviravimas pagal išvesties brėžinius;Maža kaina, neribojama perdirbimo kiekiu ir kt.
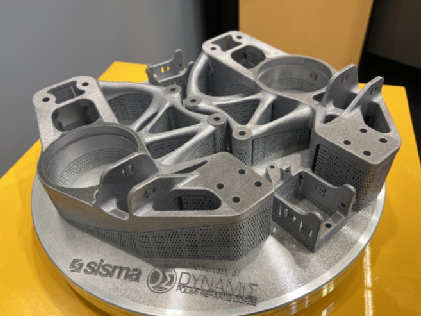
8. Lazerinis 3D spausdinimas
Procese taikoma lazerinio apvalkalo technologija, kuri naudoja lazerį, kad apšvitintų purkštuko transportuojamą miltelių srautą, kad būtų tiesiogiai išlydoma paprasta medžiaga arba lydinio milteliai.Lazerio spinduliui pasišalinus, lydinio skystis greitai sukietėja, kad būtų galima greitai sukurti lydinio prototipą.Šiuo metu jis plačiai naudojamas pramoniniame modeliavime, mašinų gamyboje, aviacijos erdvėje, karinėje, architektūroje, filme ir televizijoje, buitinės technikos, lengvosios pramonės, medicinos, archeologijos, kultūros ir meno, skulptūros, juvelyrikos ir kitose srityse.
9. Tipiški pramoniniai lazerinio paviršiaus apdorojimo ir perdirbimo pritaikymai
Šiuo metu paviršiaus apdorojimo lazeriu ir priedų gamybos technologijos, procesai ir įranga plačiai naudojami metalurgijos, kasybos mašinų, liejimo formų, naftos energijos, techninės įrangos įrankių, geležinkelių tranzito, kosmoso, mašinų ir kitose pramonės šakose.
10. Lazerinio galvanizavimo technologijos taikymas
Lazerinis galvanizavimas yra nauja didelės energijos pluošto galvanizavimo technologija, turinti didelę reikšmę gaminant ir taisant mikroelektroninius prietaisus ir didelio masto integrinius grandynus.Šiuo metu, nors lazerinio galvanizavimo principas, lazerinė abliacija, plazminis lazerinis nusodinimas ir lazerio čiurkšlė vis dar tiriami, jų technologijos pritaikytos.Kai nepertraukiamas lazeris arba impulsinis lazeris apšvitina katodo paviršių galvanizavimo vonioje, ne tik galima žymiai pagerinti metalo nusėdimo greitį, bet ir kompiuterį galima valdyti lazerio spindulio trajektorijai, kad būtų gauta neekranuota danga. numatoma sudėtinga geometrija.
Lazerinio galvanizavimo taikymas praktikoje daugiausia grindžiamas šiomis dviem charakteristikomis:
(1) Greitis lazerio švitinimo srityje yra daug didesnis nei galvanizavimo greitis kūne (apie 103 kartus);
(2) Lazerio valdymo gebėjimas yra stiprus, todėl reikiama medžiagos dalis gali nusodinti reikiamą metalo kiekį.Įprastas galvanizavimas vyksta ant viso elektrodo pagrindo, o galvanizavimo greitis yra lėtas, todėl sunku suformuoti sudėtingus ir smulkius raštus.Lazerinis galvanizavimas gali pritaikyti lazerio spindulį iki mikrometro dydžio ir atlikti neekranuotą mikrometro dydžio sekimą.Grandinių projektavimui, grandinių taisymui ir vietiniam nusodinimui ant mikroelektroninių jungčių komponentų šis didelės spartos kartografavimas tampa vis praktiškesnis.
Palyginti su įprastu galvanizavimu, jo pranašumai yra šie:
(1) Greitas nusodinimo greitis, pvz., lazerinis paauksavimas iki 1 μM/s, lazerinis vario padengimas iki 10 μM/s, lazerinis paauksavimas iki 12 μM/s, lazerinis vario padengimas iki 50 μ m/s;
(2) Metalo nusodinimas vyksta tik lazerio apšvitinimo zonoje, o vietinio nusodinimo dangą galima gauti be ekranavimo priemonių, taip supaprastinant gamybos procesą;
(3) Labai pagerėja dangos sukibimas;
(4) Lengvai įgyvendinamas automatinis valdymas;
(5) Tausoti tauriuosius metalus;
(6) Sutaupykite investicijų į įrangą ir apdorojimo laiką.
Kai nepertraukiamas lazeris arba impulsinis lazeris apšvitina katodo paviršių galvanizavimo vonioje, ne tik galima žymiai pagerinti metalo nusodinimo greitį, bet ir kompiuteris gali valdyti lazerio pluošto judėjimo takelį, kad gautų neekranuotą dangą su numatomu kompleksu. geometrija.Dabartinė nauja lazerio srove patobulinto galvanizavimo technologija sujungia lazeriu patobulintą galvanizavimo technologiją su galvanizavimo tirpalo purškimu, kad lazeris ir dengimo tirpalas vienu metu galėtų šaudyti į katodo paviršių, o masės perdavimo greitis yra daug didesnis nei masės perdavimo greitis. lazerio spinduliuotės sukeliamo mikro maišymo, todėl pasiekiamas labai didelis nusodinimo greitis.

Ateities plėtra ir naujovės
Ateityje lazerinio paviršiaus apdorojimo ir priedų gamybos įrangos plėtros kryptį galima apibendrinti taip:
·Aukštas efektyvumas – aukštas perdirbimo efektyvumas, atitinkantis spartų šiuolaikinės pramonės gamybos ritmą;
·Aukštas našumas – įranga pasižymi įvairiomis funkcijomis, stabiliu našumu ir tinka įvairioms darbo sąlygoms;
·Aukštas intelektas – intelekto lygis nuolat gerėja, mažiau rankiniu būdu įsikišant;
· Maža kaina – įrangos kaina yra kontroliuojama, o eksploatacinių medžiagų kaina sumažinama;
· Pritaikymas – personalizuotas įrangos pritaikymas, tikslus aptarnavimas po pardavimo,
·Ir sujungimas – lazerinės technologijos derinimas su tradicine apdorojimo technologija.
Paskelbimo laikas: 2022-09-17